Engineered for maximizing warehouse safety, storage density, and localized compliance.





Guangdong Ebil Metal Products Co., Ltd. is a leading OEM and ODM manufacturer specializing in heavy-duty bulk storage solutions and smart industrial warehouse racking systems. Established in 2017 with an engineering legacy stretching back over 12 years, Ebil has developed into a high-capacity production hub serving global enterprises across North America, Europe, Southeast Asia, the Middle East, and Oceania. Guided by strict adherence to international safety metrics, our systems help modern fulfillment centers, logistics providers, and cold-storage facilities optimize volumetric efficiency while mitigating structural risks.
Operating a modernized 26,800 m² factory floor, our capabilities are driven by automatic roll forming lines, heavy-duty CNC processing tooling, high-precision robotic welding arms, and multi-stage powder coating lines. We offer end-to-end configuration services that cover structural layout calculations, finite element analysis (FEA), raw material control, load validation tests, and global supply chain fulfillment.
In modern industrial storage, the "one-size-fits-all" approach to racking consistently falls short when companies aim to balance load safety indices with space utilization. Enterprise global procurement managers seek custom structural components designed specifically for their facility configurations, structural loads, and regional seismic hazards.
Direct integration of custom OEM bulk storage allows companies to scale vertically safely. By collaborating directly with Ebil during the layout and design phase, engineering contractors can dictate custom load capacity profiles, custom teardrop connections, specialized beam step configurations, and corrosion-resistant finishes designed for sub-zero environments (such as cold chain warehouses) or heavy industrial factories.
"Procurement Optimization: Sourcing custom OEM racking directly from an integrated China manufacturer with certified engineering capabilities bridges the gap between customized load profiles and international safety compliance, while keeping Total Cost of Ownership (TCO) low."
Manufactured using Q235B and Q355B structural steel to maximize elasticity indices and load safety factors under maximum warehouse load loads.
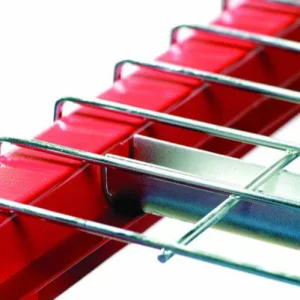
Dimensional tolerances restricted to ±0.5mm to allow smooth shuttle cart navigation and prevent mechanical lockups in automated environments.
Seismic designs computed according to international standards (RMI, AS4084, and EN15512) for localization approval by safety inspectors.
Why direct manufacturing at our Guangdong facilities reduces lead times and scales structural product quality.
The global storage market demands high raw material reliability combined with manufacturing cost efficiency. Sourcing directly from Ebil's Guangdong factory provides several critical operational advantages:
Ensuring your custom racking conforms to regional zoning, building safety codes, and load ratings.
Conforms to RMI (Rack Manufacturers Institute) specifications, teardrop compatibility, and IBC seismic calculation procedures (SDC A to F).
Designed and certified in accordance with standard EN 15512, ensuring load calculations, deflections, and structural margins meet strict CE regulations.
Structural layouts calculated to AS 4084 steel storage racking standard, utilizing specific baseplate anchoring designs for regional safety approvals.
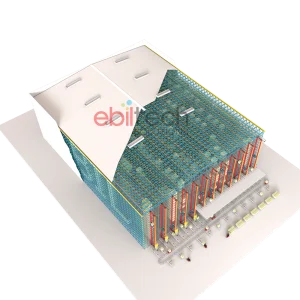
Ebil's engineering department supports regional contractors by providing custom structural calculations, 3D CAD modeling, and stress analysis documentation. Whether you are installing heavy-duty teardrop pallet racks in a high-seismic zone in California, or constructing self-supporting clad rack warehouses in Western Europe, our engineers provide the documentation required by local building departments to streamline permit approvals.
Adapting heavy duty storage structures to fit the exact requirements of different global industries.
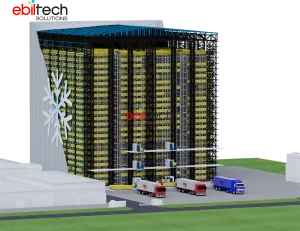
Custom structural uprights designed with thermal expansion profiles and thick powder-coated, anti-rust layers to withstand sub-zero conditions (-30°C).
High-capacity cantilever racks and heavy-duty structural steel platforms configured to store long items, sheet metal coils, and heavy automotive dies.
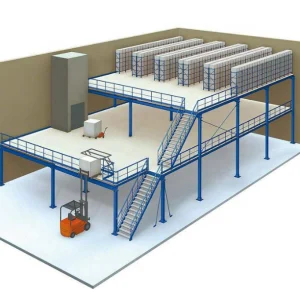
Multi-level mezzanine flooring systems and high-density narrow aisle (VNA) racking systems integrated to maximize horizontal and vertical throughput.
Continuous quality checks from structural coil arrival to the loading of finished structural racking products.












Operating modern high-precision tools to execute clean tolerances and custom configurations.









Every production batch undergoes comprehensive mechanical stress and safety coefficient validation.






The shift toward hybrid storage, high-density shuttle integration, and eco-friendly coatings.
The industrial bulk storage sector is experiencing a rapid structural transition. Companies are no longer looking for simple static steel shelves; the industry now demands dynamic systems capable of integrating with automation. As labor costs rise globally, the deployment of Four-Way Pallet Shuttles and Automatic Storage and Retrieval Systems (AS/RS) has expanded significantly.
This technological shift changes structural requirements. Tolerances for column verticality, beam straightness, and rail leveling are now tighter. Ebil's production line guarantees precision milling, ensuring that AS/RS structures are compatible with the fast acceleration and deceleration curves of smart robotic crawlers.
Additionally, green logistics regulations require eco-friendly practices throughout the supply chain. Ebil addresses this through low-emission powder coatings, optimizing paint recovery systems, and using recyclable raw steel, enabling our clients to achieve local LEED certifications for their facilities.
Technical answers about engineering specs, customization, shipping, and installation.
Select from our range of automated shuttles, mezzanine floor structures, and specialized industrial accessories.