The global storage containers and industrial racking market has transitioned from simple steel shelving to highly integrated, AI-driven logistics hubs. In an era of rapid e-commerce expansion and just-in-time manufacturing, the efficiency of a warehouse's footprint directly dictates a company's bottom-line profitability. Modern storage is no longer a passive expense; it is a strategic asset.
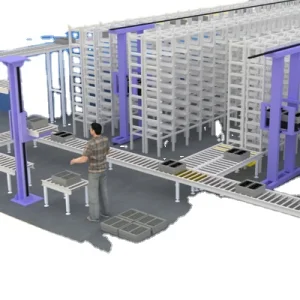
Factories are now focusing on "Robotic-Ready" shelving. This includes floor-load optimization for AGVs (Automated Guided Vehicles) and height precision for ASRS (Automated Storage and Retrieval Systems).
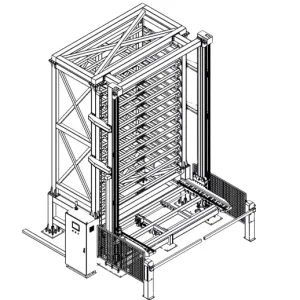
The use of recycled SS400 steel and eco-friendly powder coatings is becoming a standard for global ESG compliance. Energy-efficient automated towers are replacing traditional energy-heavy lift systems.
Smart racking units now incorporate sensors to monitor weight distribution and structural integrity in real-time, preventing accidents before they occur.
When searching for the Top 10 Storage Containers Factories, China consistently dominates the list due to three core competitive advantages: Supply Chain Density, Raw Material Access, and Technological Leapfrogging.
Unlike Western counterparts restricted by rigid product lines, Chinese factories like Guangdong Ebil Metal Products offer bespoke engineering. Whether it is a unique FIFO rack for a pharmaceutical cold room or a telescopic cantilever rack for 12-meter steel pipes, the ability to prototype and mass-produce quickly is unparalleled.
Benefiting from the proximity to major steel mills and specialized component suppliers, Chinese manufacturers can offer high-tensile steel solutions at a price point that facilitates massive warehouse expansions for global logistics giants.
Leading factories now adhere to CE, ISO, and AS4084 standards. Every beam and upright undergoes rigorous load-capacity testing and salt spray corrosion testing to ensure survival in harsh industrial environments.
Guangdong Ebil Metal Products Co., Ltd. is a professional manufacturer specializing in industrial storage systems and warehouse racking solutions. We design, manufacture, and supply high-quality shelving and storage equipment for warehouses, distribution centers, factories, retail stores, logistics companies, and commercial facilities worldwide.
Established in 2017, Ebil has grown into a modern manufacturing enterprise with a 26,800 m² production facility equipped with advanced automatic roll forming lines, robotic welding systems, CNC processing equipment, and powder coating production lines. Our experienced engineering and production teams enable us to deliver reliable, durable, and cost-effective storage solutions that meet international quality standards.
Every product undergoes comprehensive inspections: load capacity testing, dimensional inspection, coating adhesion testing, and salt spray corrosion testing. Our QC department consists of 56 professional inspectors.
Our R&D team includes 48 experienced engineers, launching approximately 96 new products annually. We offer comprehensive OEM & ODM customization including dimensions, structural designs, and branding.
With over 12 years of industry experience and 8 years of export experience, Ebil serves 60+ countries across North America, Europe, Southeast Asia, and the Middle East.












Procuring storage containers on a global scale requires more than just buying steel. It requires System Architecture.
Utilizing Mezzanine Floor Systems to double or triple usable square footage without moving to a new facility. Optimized for high-frequency picking and sorting.
High-density Drive-In or Shuttle Racking designed for sub-zero temperatures, maximizing cooling efficiency by reducing the empty air space in cold rooms.
Custom Cantilever Racks for untypical goods like sheet metals and long bars, ensuring easy access for specialized forklifts while maintaining high safety margins.