In the current era of "Just-in-Time" logistics and booming global e-commerce, warehouse inventory solutions have evolved from simple static shelving to highly complex, intelligent ecosystems. As a leading Warehouse Inventory Solutions Manufacturer, we recognize that modern storage is no longer just about floor space; it is about volumetric efficiency, throughput velocity, and data-driven accessibility.
Globally, the industrial storage market is witnessing a tectonic shift toward AS/RS (Automated Storage and Retrieval Systems). Regions like North America and Europe are focusing on labor cost reduction through automation, while Southeast Asia and the Middle East are rapidly adopting high-density racking to combat rising land prices. The integration of IoT, AI, and robotics into traditional steel racking is the new standard for the industry's competitive landscape.
A Global Authority in Industrial Storage Engineering
Established in 2017, Ebil has grown into a modern manufacturing enterprise with a 26,800 m² production facility equipped with advanced automatic roll forming lines, robotic welding systems, CNC processing equipment, and powder coating production lines. Our experienced engineering and production teams enable us to deliver reliable, durable, and cost-effective storage solutions that meet international quality standards.
With over 12 years of industry experience and 8 years of export experience, Ebil has successfully served customers in more than 60 countries across North America, Europe, Southeast Asia, the Middle East, and Oceania. Our annual export revenue exceeds US$18 million, supported by long-term cooperation with more than 980 supply chain partners.
Every product undergoes comprehensive inspections, including load capacity testing, dimensional inspection, coating adhesion testing, and salt spray corrosion testing. Our quality control department consists of 56 professional inspectors.
Our dedicated R&D team includes 48 experienced engineers, launching approximately 96 new products annually to satisfy changing market demands via OEM & ODM customization.
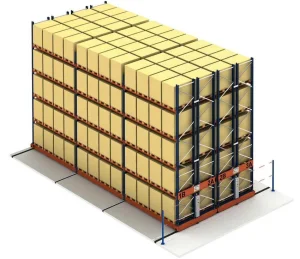
Introduction of Radio Shuttle Systems and Electric Movable Racks to eliminate unnecessary forklift aisles, increasing storage density by up to 80% compared to traditional selective racking.
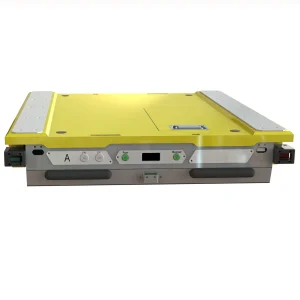
Deployment of 4-Way Shuttle Carriers and AS/RS stacker cranes. These systems utilize WCS (Warehouse Control Systems) to synchronize pallet movement with real-time inventory tracking.
Predictive analytics for maintenance and "Dark Warehouse" operations. Virtual simulations optimize SKU placement based on velocity, reducing energy consumption and increasing picking accuracy.
Utilizing galvanized high-grade steel and low-temperature resistant electrical components, our shuttle systems operate seamlessly in environments as low as -30°C, vital for the food and pharma industries.
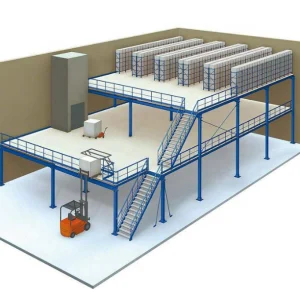
Multi-tier mezzanine floors and long-span shelving optimized for high-speed manual picking and conveyor integration, meeting the demands of global retailers.
Specialized racks for heavy tubes, fabric rolls, and sheet metal storage using telescopic cantilever and honeycomb systems to ensure safety and space utilization.
Precision Engineering from Raw Material to Finished Solution








While the initial investment is higher, a Radio Shuttle system increases storage density by 2x-3x by utilizing deep lanes. This reduces land costs and forklift fuel consumption, typically achieving ROI within 18-24 months in high-throughput facilities.
A reputable manufacturer must adhere to CE Certificate standards for electrical components and ISO 9001 for manufacturing. At Ebil, we also conduct rigorous salt spray and load-bearing tests to ensure seismic and environmental durability.
Yes. Our automated systems, including 4-way shuttles and stacker cranes, are designed with open API protocols to interface directly with top-tier WMS/ERP systems, enabling real-time inventory visibility.
High-quality galvanized steel racks, treated with our professional anti-corrosion process, can last over 20-25 years even in humid or refrigerated environments, provided they are maintained according to our safety guidelines.
As a trusted warehouse racking manufacturer in China, Guangdong Ebil Metal Products Co., Ltd. continues to help global customers maximize storage efficiency, improve warehouse productivity, and build long-term business partnerships through innovative storage systems and professional manufacturing expertise. Today, Ebil serves a wide range of customers, including warehouse operators, logistics companies, wholesalers, distributors, retailers, manufacturers, engineering contractors, and e-commerce fulfillment centers.