In the era of Supply Chain 4.0, the demand for sophisticated storage systems has transitioned from simple shelving to integrated, intelligent ecosystems. As global land prices rise and labor costs fluctuate, businesses in North America, Europe, and Southeast Asia are increasingly seeking "Warehouse Densification" solutions. This shift toward high-density storage is not just a logistical necessity but a strategic competitive advantage.
According to recent industry data, the global automated storage and retrieval system (AS/RS) market is projected to grow at a CAGR of 7.2% through 2028. This growth is driven by the explosive rise of e-commerce, the need for cold-chain efficiency in pharmaceuticals, and the rapid expansion of the electric vehicle (EV) battery manufacturing sector.
Utilizing premium Q235 and Q345 steel, our systems are designed to withstand seismic loads and high-frequency industrial usage. Our automated roll forming lines ensure micron-level precision.
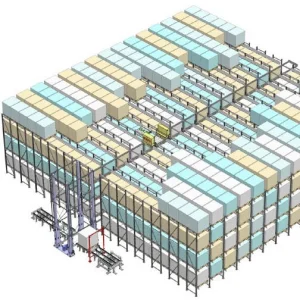
Modern warehousing requires more than racks. We integrate 4-way shuttles and stacker cranes with Warehouse Control Systems (WCS) to reduce human error by up to 99%.
Green warehousing is no longer optional. Our powder coating processes are eco-friendly, and our density-first designs significantly reduce the carbon footprint of warehouse lighting and climate control.
Guangdong Ebil Metal Products Co., Ltd. is a leading force in the industrial storage systems sector. Established in 2017, we have leveraged over a decade of engineering pedigree to build a modern manufacturing enterprise. Based in the heart of China's industrial hub, our facility is equipped with robotic welding systems, CNC processing equipment, and advanced automatic roll forming lines.
Our commitment to E-E-A-T (Experience, Expertise, Authoritativeness, and Trustworthiness) is reflected in our robust R&D department, featuring 48 dedicated engineers, and a QA team of 56 professional inspectors. We don't just sell racks; we engineer productivity for over 980 global supply chain partners.
Why do global enterprises choose Chinese manufacturers like EBILTECH? The answer lies in the Efficiency Gap. Our integrated supply chain allows for a faster "Concept-to-Commission" cycle compared to Western counterparts. From raw material procurement to surface treatment, every step is optimized for cost-efficiency without compromising international quality standards (CE, ISO9001).









In the age of same-day delivery, our Multi-tier Mezzanines and Shuttle Systems allow for rapid picking and high-throughput sorting, essential for platforms like Amazon or regional 3PL providers.
Designed for temperatures as low as -30°C, our Drive-In and Shuttle Racks maximize air circulation while providing high density for food and pharmaceutical storage.
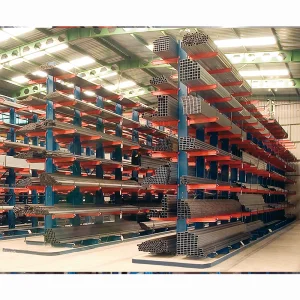
Customized Cantilever Racks and heavy-duty shelving support the heavy, irregular loads typical of the automotive manufacturing sector.
What should procurement managers look for in 2024? Scalability is the primary factor. A storage system should not just fit today’s inventory but allow for modular expansion. We see a growing trend in "Hybrid Warehousing," where traditional pallet racking coexists with AGV (Automated Guided Vehicle) zones.
When sourcing from China, prioritize manufacturers who offer OEM & ODM customization. This ensures that the structural design (load capacities, upright pitch, beam profiles) is tailored to your specific MHE (Material Handling Equipment).