Engineered for extreme loading capacities, safety compliance, and maximum space optimization.


Guangdong Ebil Metal Products Co., Ltd. is a leading, professional manufacturer specializing in high-performance industrial storage systems and warehouse racking solutions. We design, engineer, manufacture, and distribute structural-grade warehousing and space-saving solutions for global logistics systems, retail facilities, automated distribution hubs, pharmaceutical facilities, and manufacturing spaces worldwide.
Established in 2017, Ebil Metal has scaled to become a benchmark enterprise. Our advanced 26,800 m² manufacturing base incorporates automated roll-forming processing lines, robotic welding stations, precision CNC stamping and cutting components, and double-line environmental powder coating networks. Backed by 12 years of structural engineering design experience and 8 years of dedicated export support, we serve more than 60 countries across the Americas, Europe, ASEAN, Oceania, and the Middle East.
"To survive in modern supply chains, warehouses must transition from simple static shelving to smart, vertical density hubs. Ebil Metal bridges that gap by offering heavy structural integrity combined with robotic integration."
China continues to hold a structural dominance in global industrial metal fabrication. At Ebil Metal, this translates to tangible, competitive advantages for global procurement departments:
Deploying heavy industrial racking systems requires meeting rigorous safety and engineering codes. Ebil Metal engineers all systems to conform strictly to geographical safety standards:
Our global engineering network provides localized CAD layout drawings, finite element analysis (FEA) testing for structural loads, and compliance documentation required by local construction permits and inspectors.
Industrial storage solutions must be tailored to their specific environments. Ebil Metal designs customized systems for a range of localized applications:
The industrial storage industry is undergoing rapid technological shifts. Tomorrow's warehouses rely heavily on:
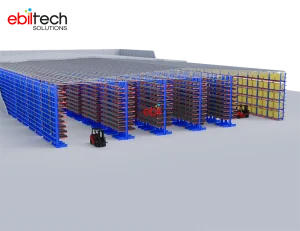
Witness our state-of-the-art production machinery, forming processes, and stringent load testing methods.



























Critical engineering and logistics questions answered by Ebil Metal's Senior Design Team.
Complete solutions including selective rack structures, structural safety shields, and custom material containers.