High-density, automated solutions for modern supply chains.
In the era of Industry 4.0, the global demand for portable and scalable storage systems has reached an inflection point. As e-commerce giants and third-party logistics (3PL) providers strive for unprecedented fulfillment speeds, the "traditional warehouse" is being reimagined as a dynamic, modular ecosystem. The shift towards automation—specifically AS/RS (Automated Storage and Retrieval Systems) and Robotic Shuttle Movers—is no longer a luxury but a necessity for competitive survival.
China has transitioned from a high-volume producer to a world-class center for storage engineering innovation. Leading manufacturers like Guangdong Ebil Metal Products Co., Ltd. are now integrating AI-driven load-balancing algorithms and IoT-enabled tracking systems directly into pallet racking infrastructures. This ensures that global enterprises in North America, Europe, and Southeast Asia can access Tier-1 technology at a cost-optimized scale.
Guangdong Ebil Metal Products Co., Ltd. is a professional manufacturer specializing in industrial storage systems and warehouse racking solutions. We design, manufacture, and supply high-quality shelving and storage equipment for warehouses, distribution centers, factories, retail stores, logistics companies, and commercial facilities worldwide.
Established in 2017, Ebil has grown into a modern manufacturing enterprise with advanced automatic roll forming lines, robotic welding systems, CNC processing equipment, and powder coating production lines. Our experienced engineering and production teams enable us to deliver reliable, durable, and cost-effective storage solutions that meet international quality standards.
With over 12 years of industry experience and 8 years of export experience, Ebil has successfully served customers in more than 60 countries across North America, Europe, Southeast Asia, the Middle East, and Oceania. Supported by long-term cooperation with more than 980 supply chain partners.
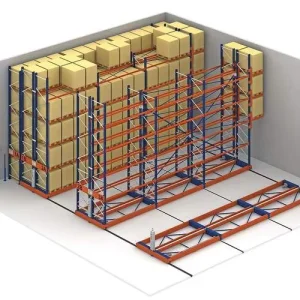
Moving beyond static racks, our 4-way shuttle systems allow for autonomous pallet movement, reducing forklift dependence and increasing storage density by up to 60%.
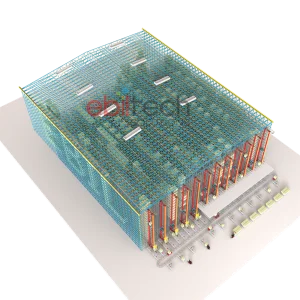
A revolutionary technical route where the racking system itself forms the structural frame of the building, significantly reducing construction time and costs for high-bay warehouses.
Engineering for safety: All systems undergo rigorous structural analysis to withstand seismic activities, ensuring reliability in regions like the Pacific Rim and Southern Europe.
Transparency in production is the foundation of E-E-A-T.






Quality is the foundation of our business. Every product undergoes comprehensive inspections, including load capacity testing, dimensional inspection, coating adhesion testing, and salt spray corrosion testing. Our quality control department consists of 56 professional inspectors, ensuring every project meets strict international requirements.
Innovation drives growth: Our R&D team includes 48 experienced engineers, launching approximately 96 new products annually. We provide OEM & ODM customization, including dimensions, capacities, colors, and structural designs.
Our products are CE certified and comply with RMI (Rack Manufacturers Institute) and FEM standards, ensuring seamless integration into European and American industrial facilities. We provide full documentation for local safety audits.
With export experience to 60+ countries, we handle complex Incoterms (DDP, CIF, FOB) and provide remote or on-site installation guidance, ensuring your storage system is operational with zero downtime.