Engineered for maximum space utilization, high load capacities, and seamless warehouse execution systems integration.


Driven by the Goods and Services Tax (GST) consolidation, the "Make in India" initiative, and the explosive growth of e-commerce, the warehousing sector in India is experiencing a paradigm shift. Grade-A warehousing stock is growing at an unprecedented CAGR of over 15%. Industrial corridors like Gurugram-Delhi NCR, Pune-Chakan, Chennai-Oragadam, Bengaluru, and Hyderabad-Patancheru are demanding higher volume utilization than traditional selective racking can offer.
As land costs near tier-1 metros soar, two-way radio shuttle systems have emerged as the primary solution for achieving maximum density. Unlike conventional drive-in systems that limit picking speed and risk rack damage from forklift entry, the two-way radio shuttle enables high-density pallet storage with drastically reduced cycle times and enhanced operational safety.
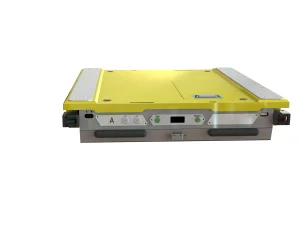
A Two-Way Shuttle (also known as a radio pallet runner) operates by moving pallets along dedicated rail profiles within a racking structure. Controlled via wireless remote or integrated Warehouse Control Software (WCS), it handles storage (LIFO/FIFO) efficiently. It is particularly cost-effective and functionally robust compared to complex 4-way systems when the warehouse workflow is characterized by high volume per SKU.
Saves up to 50% floor space compared to selective racking and reduces loading/unloading times by up to 40%, direct addressing the labor productivity challenges in local logistics parks.
Expanding the capabilities of your logistics node with customizable robotic pallet movers and high-integrity racking lines.


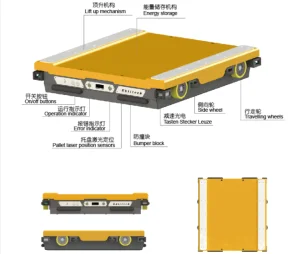
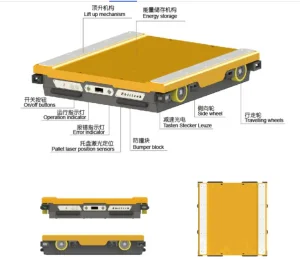
Built with robust componentry to withstand temperature fluctuations, dust, and heavy daily cycles in industrial zones.
| Parameter / Feature | Standard Configuration | Heavy-Duty & Cold Storage Configuration |
|---|---|---|
| Load Capacity | 500 kg - 1,200 kg | Up to 2,000 kg |
| Running Speed (Loaded) | 0.8 m/s | 1.2 m/s |
| Power System | Lithium Iron Phosphate (LiFePO4) Battery | Low-Temp Engineered LiFePO4 with self-heating |
| Battery Life & Cycle | 8+ hours operational time; >2000 cycles | Optimized thermal protection for 10-hour shifts |
| Operating Temperature | -5°C to +45°C | -25°C to +50°C (Anti-Freeze Cold Room spec) |
| Control Integration | RF Handheld Remote Control (433MHz) | Integrated WMS/WCS tablet interfaces via Wi-Fi |
| Positioning Accuracy | ±10 mm | ±5 mm (High-precision laser positioning) |
Our shuttle systems are specifically configured to match local requirements:
A global leader in industrial storage manufacturing, providing turnkey automated warehouse systems.
Guangdong Ebil Metal Products Co., Ltd. is a professional manufacturer specializing in industrial storage systems and warehouse racking solutions. We design, manufacture, and supply high-quality shelving and storage equipment for warehouses, distribution centers, factories, retail stores, logistics companies, and commercial facilities worldwide.
Established in 2017, Ebil has grown into a modern manufacturing enterprise with a 26,800 m² production facility equipped with advanced automatic roll forming lines, robotic welding systems, CNC processing equipment, and powder coating production lines. Our experienced engineering and production teams enable us to deliver reliable, durable, and cost-effective storage solutions that meet international quality standards.
With over 12 years of industry experience and 8 years of export experience, Ebil has successfully served customers in more than 60 countries across North America, Europe, Southeast Asia, the Middle East, and Oceania. Our annual export revenue exceeds US$18 million, supported by long-term cooperation with more than 980 supply chain partners.
While domestic production in India is expanding, sourcing from a scale-optimized factory in Guangdong provides critical advantages:
Inside our Guangdong facility: witness our ISO-compliant manufacturing, profiling, and quality testing processes.



























Select the engineering standard that fits your pallet width, depth, and temperature restrictions.




Get professional answers from Ebil's senior engineering department regarding configuration, compatibility, and operation.
Connect directly with Ebil Metal's design team. We offer complimentary initial CAD warehouse layout design and seismic safety evaluations for projects across India.
Get a Custom Quotation Now

